nuovo blog

segni di bruciatura
Le bruciature sono uno dei difetti più comuni nel processo di stampaggio a iniezione, influendo significativamente sull'aspetto e sulla qualità del prodotto finale. Questo articolo fornirà un'analisi approfondita delle cause principali delle bruciature e offrirà soluzioni sistematiche per affrontare il problema.
Cosa sono i difetti da bruciatura?
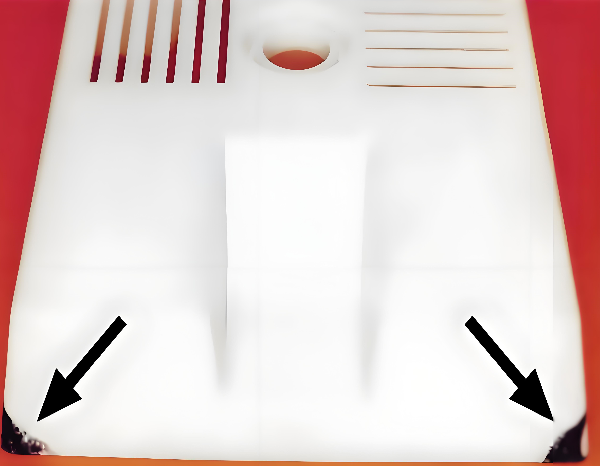
Durante il processo di riempimento dello stampaggio a iniezione, se i gas rimangono intrappolati nella cavità dello stampo, possono incendiarsi ad alta pressione, causando depositi neri simili a fuliggine sulla superficie del pezzo stampato (come mostrato nell'immagine). Questo difetto è comunemente noto come "trappola di gas", "segni di bruciatura" o "bruciatura". Viene spesso confuso con striature colorate, segni gialli o linee nere, ma la causa principale è in realtà il residuo della combustione dei gas.
Causa principale dei segni di bruciatura:
Da dove proviene il gas e perché non riesce a fuoriuscire?
01. Fonti di gas01. Fattori del processo di stampaggio a iniezione
1.1 Velocità di riempimento eccessiva
Se la velocità di riempimento è troppo elevata, è più probabile che i gas intrappolati vengano sigillati all'interno dello stampo anziché essere scaricati attraverso le prese d'aria.
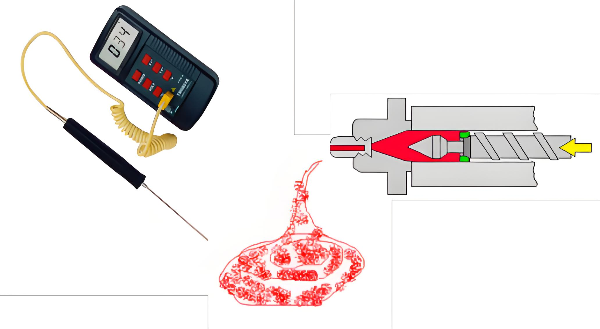
Utilizzare un termometro per misurare direttamente la temperatura effettiva di fusione.
1.3 Impostazioni di decompressione (risucchio) errate
Una decompressione eccessiva può causare l'aspirazione di aria nella massa fusa in corrispondenza della punta dell'ugello.
Soluzione:
Controllare e regolare la quantità di decompressione
Se si utilizza un valore di decompressione elevato per evitare la sbavatura dell'ugello, verificare innanzitutto che la temperatura dell'ugello sia impostata correttamente


Tipica vite per uso generale
Soluzioni:
Assicurarsi che il rapporto L/D e il rapporto di compressione della vite siano appropriati per il materiale in lavorazione
Controllare la vite per eventuali accumuli che formano una “filettatura barriera”, che può ostruire il flusso e causare degradazione
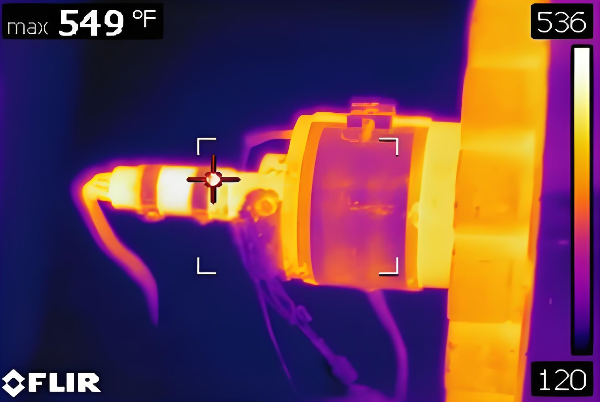
3.3 Temperatura del riscaldatore della canna fuori controllo
Il surriscaldamento in zone localizzate della canna può portare alla degradazione parziale del materiale.
04. Fattori correlati ai materiali
4.1 Contenuto eccessivo di umidità
Nei materiali igroscopici, livelli elevati di umidità possono causare vaporizzazione durante la lavorazione, dando origine a bolle di gas nella massa fusa e causando segni di bruciatura.
Soluzioni:
Assicurarsi che il materiale sia completamente asciutto
Controllare le prestazioni e le impostazioni dell'apparecchiatura di essiccazione
4.2 Tipo di materiale
I materiali sensibili alla temperatura come il PVC e il POM (acetale) tendono a bruciare più facilmente.
Caso di studio:
Durante una prova su PVC, sono stati osservati segni di carbonizzazione. Successivamente si è scoperto che il problema era dovuto alla scarsa stabilità termica della formulazione.
Soluzioni:
Controllare rigorosamente la temperatura della canna
Monitorare il tempo di permanenza del materiale nel barile
Assicurarsi che non vi siano zone morte nell'unità di plastificazione in cui il materiale possa ristagnare
4.3 Problemi additivi
I masterbatch colorati e altri additivi possono aumentare il rischio di bruciature.
Soluzioni:
Utilizzare il corretto rapporto di diluizione per gli additivi
Assicurarsi che gli additivi siano compatibili con la resina di base per lo stampaggio a iniezione
Per le parti di colore scuro, prestare particolare attenzione alle aree nascoste come le punte e gli angoli delle costole
Conclusione e raccomandazioni
Per risolvere efficacemente i problemi di bruciature nello stampaggio a iniezione, seguire questi passaggi sistematici:
Dare priorità ai controlli di sfiato della muffa: questa è la causa principale più comune.
Esaminare i fattori relativi ai materiali: prestare molta attenzione al contenuto di umidità e al tipo di materiale.
Ispezionare la macchina per stampaggio a iniezione: verificare la presenza di accumuli, componenti danneggiati o problemi di controllo della temperatura.
Regolare i parametri di processo per ultimi: ottimizzare la velocità di riempimento, la temperatura di fusione e altre impostazioni solo dopo aver eliminato i problemi relativi all'attrezzatura o allo stampo.
Principio chiave:
Non cercare di mascherare problemi di muffa o di macchinari semplicemente modificando le condizioni di lavorazione. Affrontare direttamente la causa principale.
Grazie a un'accurata risoluzione dei problemi e a soluzioni mirate, è possibile eliminare in modo efficace i difetti di bruciatura nello stampaggio a iniezione, migliorando sia la qualità del prodotto sia l'efficienza della produzione.
Seguici :





-- ricevi aggiornamenti con gli ultimi argomenti

 e-mail
e-mail italiano
italiano English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文