Polimeri rinforzati con fibre lunghe (LFRP)
Polimeri rinforzati con fibre lunghe (LFRP) – Principi e buone pratiche
Questo articolo presenta i principi fondamentali e le migliori pratiche per la lavorazione dei polimeri rinforzati con fibre lunghe (LFRP), compresi suggerimenti pratici per preservare la lunghezza delle fibre e massimizzare le prestazioni in applicazioni impegnative.
Panoramica sul rinforzo in fibra
L'aggiunta di fibre, di vetro o di carbonio, lunghe o corte, migliora le prestazioni meccaniche e strutturali dei materiali termoplastici. La principale differenza tra fibre corte e lunghe risiede nel grado di lavorazione delle fibre:
-
Fibre corte:
Più facili da lavorare, ma presentano un rapporto resistenza/peso inferiore.
-
Fibre lunghe:
Richiedono una manipolazione attenta ma migliorano notevolmente la resistenza, la tenacità, la resistenza alla fatica e la stabilità dimensionale.
Preserva la lunghezza delle fibre, non aspettarti la perfezione
La lunghezza delle fibre è fondamentale per ottimizzare le prestazioni del composito. La rottura riduce la resistenza e la tenacità, vanificando potenzialmente i vantaggi delle fibre lunghe. Le cause della rottura delle fibre includono:
-
manipolazione impropria
-
Utensili o stampi mal progettati
-
Attrezzature e condizioni di elaborazione non ottimizzate
Materiali a fibra lunga
sono in genere prodotti tramite pultrusione:
-
I roving di fibre continue vengono fatti passare attraverso una filiera di impregnazione.
-
La resina ricopre completamente le fibre e si lega ad esse.
-
Le fibre vengono tagliate in pellet (~12 mm) con rinforzo unidirezionale.
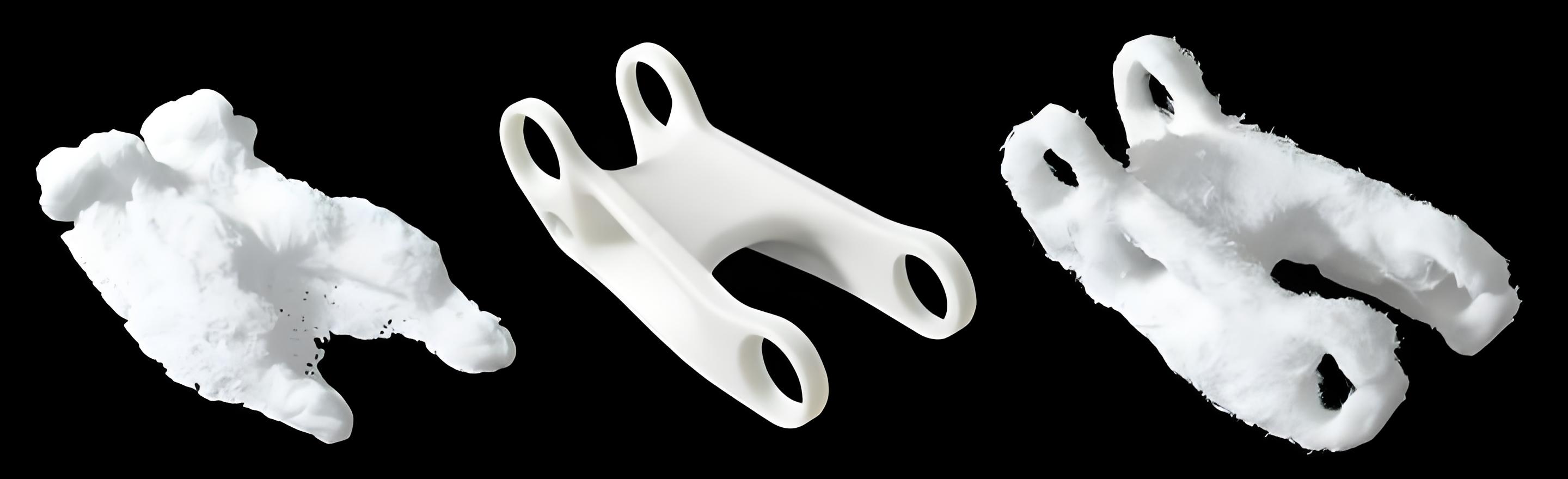
A sinistra: fibre corte dopo la rimozione della resina | Al centro: parte stampata a iniezione | A destra: struttura a fibre lunghe
Vantaggi dei compositi rinforzati con fibre lunghe
-
Rapporto resistenza/peso più elevato
-
Resistenza agli urti migliorata
-
Maggiore durata della fatica
-
Stabilità termica più ampia
-
Stabilità dimensionale superiore
Compositi in fibra di carbonio
può sostituire i metalli:
-
70% più leggero dell'acciaio
-
40% più leggero dell'alluminio
Resine di base comuni:
PA/Nylon, PP, ETPU, PEEK, PPA, PEI
Contenuto di fibre:
Fino al 70% per il vetro, 60% per il carbonio (PP, PA, TPU)
Le resine semicristalline sono più adatte al rinforzo delle fibre rispetto alle resine amorfe.
Considerazioni chiave per l'elaborazione di LFRP
1. Materiale e progettazione dello stampo
-
Sono adatti gli acciai standard per stampi (P20); per una maggiore durata, utilizzare acciaio H13 o A9.
-
Evitare porte di piccolo diametro per ridurre il taglio delle fibre. Si consigliano porte larghe a ventaglio o a tutto tondo.
-
Evitare angoli acuti nelle guide; sono accettabili prese d'aria più grandi.
2. Attrezzature per stampaggio
-
Le macchine a iniezione standard possono lavorare i materiali LFRP con piccole modifiche.
-
Consigliato: vite a bassa pressione/per uso generale, ugello minimo da 5,6 mm, evitare ugelli conici/in nylon.
-
Riempire solo il 60-70% della capacità del pallino per evitare un taglio eccessivo o un tempo di residenza eccessivo.
3. Condizioni di elaborazione
-
Deformazione e scorrimento:
Le fibre lunghe riducono la deformazione e lo scorrimento rispetto alle fibre corte. Ottimizzare il posizionamento del gate e la progettazione del componente per ridurre al minimo la distorsione.
-
Asciugatura:
Utilizzare un essiccatore deumidificatore con punto di rugiada di -40 °C.
-
Alimentazione:
Trasporto pneumatico con filtri; evitare curve strette.
-
Modanatura:
Ridurre al minimo il taglio della vite e la contropressione; evitare la macinazione frantumata.
-
Velocità e pressione di iniezione:
Velocità basse (25,4–50,8 mm/s) per contenuti elevati di fibre; regolare entro gli intervalli consigliati dal fornitore.
Linee guida per la progettazione delle parti
-
Favorisce l'allineamento delle fibre lungo la direzione del flusso.
-
Spessore uniforme della parete: min 1,524 mm, ottimale 3,175 mm, >5,08 mm riduce l'allineamento.
-
Evitare sezioni lunghe e piatte senza nervature.
-
Posizionare le linee di saldatura in modo strategico; le fibre dovrebbero rinforzarle.
Preservare i vantaggi delle fibre lunghe
Adattare le linee guida standard per la lavorazione di resine/fibre corte. Una manipolazione, una progettazione dello stampo o una configurazione delle attrezzature non idonee possono ridurre o annullare i vantaggi di elevata resistenza e tenacità. Seguire le migliori pratiche giustifica il costo più elevato dei materiali a fibra lunga e ne garantisce le prestazioni.







 e-mail
e-mail italiano
italiano English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文