In un istante, tutti i tipi di asciugacapelli agli occhi del pubblico. Secondo le statistiche, nella prima metà del 2021, le vendite al dettaglio di asciugacapelli in Cina sono state di 2,76 miliardi di yuan, in aumento del 41,3% su base annua, e le vendite al dettaglio sono state di 13,81 milioni di unità, in aumento del 40,9% su base annua. Con lo sviluppo del 5G, l'asciugacapelli cinese è entrato nella prossima generazione e anche la domanda delle persone per un asciugacapelli personalizzato è in aumento.

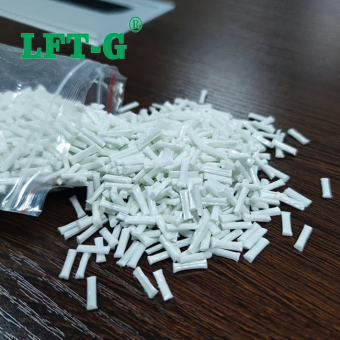
Allo stesso tempo, il nylon rinforzato con fibra di vetro è diventato silenziosamente il materiale principale del guscio dell'asciugacapelli ed è diventato il materiale di riferimento della prossima generazione di asciugacapelli di fascia alta.
Il PA66 rinforzato con fibra di vetro è comunemente usato nel bocchino di asciugacapelli di alta qualità per aumentare la resistenza e la capacità termica. Tuttavia, poiché la funzione dell'asciugacapelli diventa sempre più impegnativa, l'ABS come materiale principale del guscio viene gradualmente sostituito dal PA66 rinforzato con fibra di vetro.

Attualmente, i principali fattori che influenzano la preparazione di compositi PA66 rinforzati con fibra di vetro ad alte prestazioni includono la lunghezza della fibra di vetro, il trattamento superficiale della fibra di vetro e la sua lunghezza di ritenzione nella matrice.
Diamo quindi un'occhiata ai fattori che influenzano la produzione di PA66 rinforzato con fibra di vetro
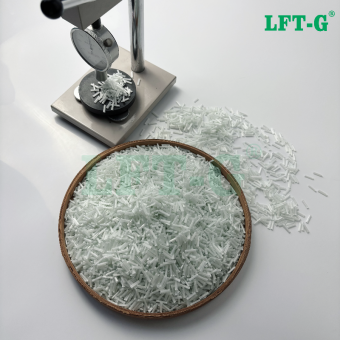
1. La lunghezza della fibra di vetro
La lunghezza della fibra è uno dei fattori principali per determinare il composito rinforzato con fibre. Nelle normali termoplastiche rinforzate con fibre corte, la lunghezza della fibra è di soli (0,2~0,6) mm, in modo che quando il materiale viene danneggiato dalla forza, a causa della lunghezza ridotta della fibra, in modo che la sua forza non venga sostanzialmente utilizzata e lo scopo L'utilizzo del nylon rinforzato con fibre consiste nell'utilizzare l'elevata rigidità e l'elevata resistenza della fibra per migliorare le proprietà meccaniche del nylon, pertanto la lunghezza della fibra svolge un ruolo importante nelle proprietà meccaniche dei prodotti. Rispetto al nylon rinforzato con fibra di vetro corta, il modulo, la resistenza, la resistenza allo scorrimento, la resistenza alla fatica, la resistenza all'urto, la resistenza al calore e la resistenza all'usura del nylon rinforzato con fibra di vetro lungo sono stati migliorati e la sua applicazione in automobili, apparecchi elettrici,
2. Trattamento superficiale della fibra di vetro
La forza di legame tra fibra di vetro e matrice è un altro fattore importante che influisce sulle proprietà meccaniche dei materiali compositi. I polimeri rinforzati con fibra di vetro hanno buone proprietà solo quando si forma un legame interfacciale efficace. Per la resina termoindurente rinforzata con fibra di vetro o i compositi di resina termoplastica polare, la superficie della fibra di vetro può essere trattata con un agente di accoppiamento per formare un legame chimico tra la resina e la superficie della fibra di vetro, in modo da ottenere un legame interfacciale efficace.
3. Lunghezza di ritenzione della fibra di vetro in matrice di nylon
Le persone hanno svolto molte ricerche sul processo di miscelazione e stampaggio della resina termoplastica rinforzata con fibra di vetro. Si trova che la lunghezza della fibra di vetro nel prodotto è sempre limitata a 1 mm, che è notevolmente ridotta rispetto alla lunghezza iniziale della fibra. Quindi viene studiato il fenomeno della frattura della fibra nel processo di lavorazione. Si è constatato che le condizioni di lavorazione e altri fattori hanno effetti sulla frattura delle fibre.
4. Fattore equipaggiamento
Nella progettazione della vite e dell'ugello si dovrebbe evitare una mutazione troppo stretta e strutturale, se il canale di flusso è troppo stretto, influiràil libero movimento della fibra di vetro, con conseguente frattura da taglio; Se si verifica un cambiamento improvviso nella struttura, è anche facile creare un'ulteriore concentrazione di sollecitazioni e danneggiare la fibra di vetro.
5. Fattore tecnologico
(1) Temperatura del bollitore
L'intervallo di temperatura per la lavorazione del pellet rinforzato dovrebbe essere superiore a 280°C. Questo perché, quando la temperatura è più alta, la viscosità del fuso sarà notevolmente ridotta, in modo che la forza di taglio sulla fibra sia notevolmente ridotta, la frattura della fibra di vetro si verifica principalmente nella sezione di fusione dell'estrusore, aggiungere il fibra di vetro in bocca, poiché la fibra di vetro viene aggiunta al polimero è stata fusa, fusa e fibra di vetro miscelata per avvolgere la fibra di vetro, svolge il ruolo di protezione della lubrificazione. Ciò riduce l'eccessiva rottura della fibra e l'usura della vite e del cilindro e facilita la dispersione e la distribuzione della fibra di vetro nel fuso.
(2) Temperatura dello stampo
Il meccanismo principale del cedimento della fibra di vetro nello stampo è che la temperatura dello stampo è molto inferiore a quella del fuso. Dopo che il fuso scorre nella cavità, si forma immediatamente uno strato ghiacciato sulla parete interna. Con il continuo raffreddamento del fuso, lo spessore dello strato ghiacciato continua ad aumentare, cosicché lo strato libero nel mezzo diventa sempre più piccolo. Questo crea una grande forza di taglio sulla fibra di vetro e ne causa la rottura. Lo spessore dello strato congelato o la dimensione dello strato a flusso libero influenzeranno direttamente il flusso e la forza di taglio del fuso, e quindi influenzeranno il grado di danneggiamento della fibra di vetro. Lo spessore dello strato ghiacciato aumenta prima e poi diminuisce con la distanza dal cancello. Solo nel mezzo lo spessore dello strato ghiacciato è aumentato nel tempo. Quindi alla fine della cavità,
(3) Influenza della velocità della vite sulla lunghezza della fibra di vetro
L'aumento della velocità della vite porterà direttamente all'aumento dello sforzo di taglio che agisce sulla fibra di vetro e, d'altra parte, l'aumento della velocità della vite può accelerare il processo di plastificazione del polimero, ridurre la viscosità del fuso, ridurre lo stress che agisce sulla fibra , perché la doppia vite fornisce la maggior parte dell'energia necessaria per la fusione. Pertanto, ci sono due effetti opposti della velocità della vite sulla lunghezza della fibra.
(4) Posizione e modalità di aggiunta della fibra di vetro
Nel processo di estrusione allo stato fuso del polimero, il polimero viene generalmente miscelato uniformemente e aggiunto alla prima porta di alimentazione. Tuttavia, nel processo di estrusione fusa di nylon rinforzato con fibra di vetro, il polimero dovrebbe essere aggiunto alla prima porta di alimentazione. Dopo che è stata fusa e plastificata, la fibra di vetro deve essere aggiunta alla porta di alimentazione a valle, ovvero viene adottata la successiva alimentazione. Questo perché, se la fibra di vetro e il polimero solido vengono aggiunti dalla prima porta di alimentazione, causerà un'eccessiva frattura della fibra di vetro nel processo di trasporto solido e anche la superficie interna della vite e della macchina è causata da diretta contatto con la fibra di vetro e grave usura dell'apparecchiatura.
Seguici :





-- ricevi aggiornamenti con gli ultimi argomenti

 e-mail
e-mail italiano
italiano English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文