nuovo blog

Quando l'area proiettata del pezzo supera il massimo consentito dalla pressa a iniezione, l'ugello potrebbe non coprire adeguatamente l'intera superficie, con conseguente formazione di bave sul pezzo.
Se lo stampo viene installato in modo errato o sottoposto a una forza unidirezionale non uniforme, potrebbe non serrarsi in modo omogeneo, causando la formazione di bave sulla superficie del pezzo.
Quando i piani della pressa a iniezione non sono paralleli o le tiranti sono deformate in modo non uniforme, lo stampo non può essere bloccato correttamente, con conseguente formazione di bave.
Se il parallelismo dello stampo è scarso o i bordi dello stampo sono ostruiti, la plastica fusa non riesce a riempire la cavità in modo uniforme, il che può provocare la formazione di bave sulla superficie del pezzo.
Quando la linea di separazione dello stampo non sigilla correttamente, la cavità e il nucleo non sono allineati o i componenti scorrevoli presentano un gioco eccessivo, la plastica fusa può fuoriuscire dalla cavità, producendo bave sul pezzo.
Quando la plastica ha una fluidità troppo elevata e la quantità di materiale alimentato è eccessiva, il materiale fuso può fuoriuscire durante il riempimento della cavità dello stampo, provocando la formazione di bave sulla superficie del pezzo.
Se la temperatura di fusione nella cavità o nello stampo è troppo elevata, la viscosità della plastica diminuisce e la sua fluidità aumenta, il che può causare la formazione di bave.
Quando la pressione di iniezione è troppo elevata o la velocità di iniezione troppo alta, la plastica può fuoriuscire a causa della pressione eccessiva durante il riempimento della cavità, provocando la formazione di bave sulla superficie del pezzo.
Se la forza di serraggio non è costante o è irregolare, lo stampo potrebbe spostarsi leggermente durante l'iniezione, causando la formazione di bave sulla superficie del pezzo.
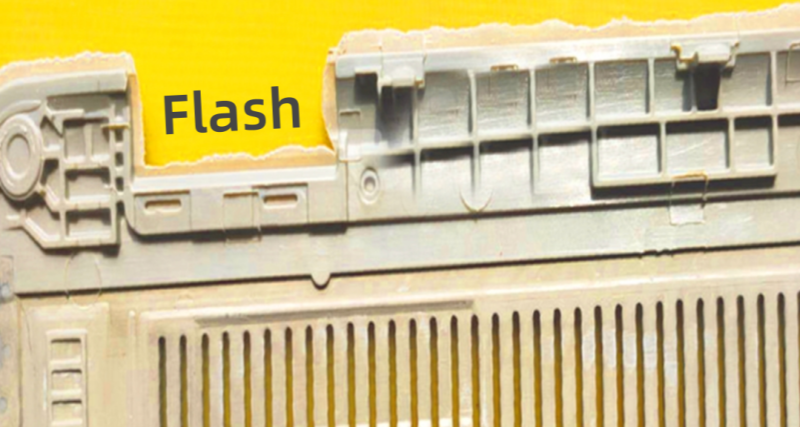
Queste sono le cause più comuni di formazione di bave nello stampaggio a iniezione del PEEK. Gli operatori devono monitorare attentamente e intervenire su questi fattori durante la produzione per prevenire la formazione di bave, migliorando così sia la qualità che l'aspetto dei pezzi stampati.
Seguici :





-- ricevi aggiornamenti con gli ultimi argomenti

 e-mail
e-mail italiano
italiano English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文